由液压阀的组成零件很多.不便逐一论述,故本节仅就液压阀中的阀体(壳体)、阀芯、阀套等主要零件的材料、加工和装配工艺进行简要介绍,如读者欲详细了解相关内容,可参阅相关专著或手册。下面让我们一起来了解下液压阀制造工艺中的主要构件加工工艺。
1、一般要求
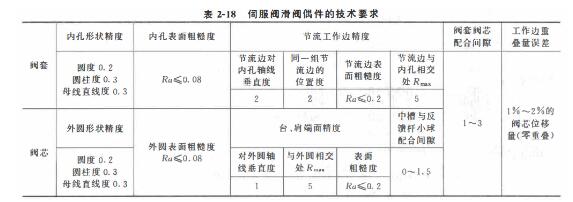
液压阀要求阀芯在阀体孔内移动灵活、工作可靠,泄漏小且寿命长。在油压阀中.通常各种滑阀的配合间隙为O.00 5 - O. 035mm. 配合间隙公差为o.005 -0. 015mm。其圆度和圆柱度的允差一般为o.002 -O. 008 mm。对于台阶式阀芯和阀孔,各圆柱面的同轴度允差为0.005-0. 01mm。对千平板阀阀芯与阀座的平面度误差应不大于O.0003mm。阀芯与阀孔的配合表面. 一般要求表面粗糙度Ra值为0.1-0. 2μm。考虑到孔的加工比外圆困难。
一般规定阀芯外圆的表面粗糙度Ra值为O. lμm, 阀孔内圆表面的Ra值为0.2μm。可见, 对阀芯和阀孔的形状精度、位置精度及其表面粗糙度都有较严格的要求。若对于水压阀, 则上述各项要求会更高。为达到所要求的加工精度, 阀芯的加工在进行车、铣、磨后, 最后还需光整加工。阀芯外圆常用的光整加工方法有研磨和高光洁度磨削。阀孔的加工一般在进行钻孔、扩孔、较孔、镂孔、磨孔后, 再光整加工。孔常用的光整加工方法有精细锐、珩磨、研磨和挤压等。
2、工艺装备
目前, 国内主要液压元件厂对液压阀零件的加工大多数采用数控机床、加工中心和高效专机相结合的工艺装备, 辅助工序则采用通用机床。
3、阀体的机械加工工艺
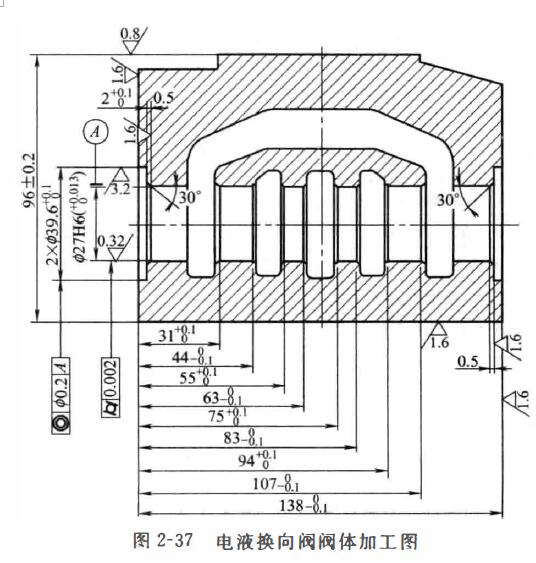
不同类型、品种液压阀的阀体加工工艺有所不同。例如普通液压阀中的电液换向阀的阀体, 其主孔与阀芯的配合间隙很小, 要求在高压下阀芯在主孔内换向灵活, 同时又要求阀的内泄漏鼠不超过规定值;各连接面不得有外泄漏。所以, 阀体的主孔及其他各面的加工中, 应达到很高的尺寸精度、形状精度和较低的表面粗糙度。
阀体内各轴向尺寸也必须控制在其公差范围内,以确保阀芯各台阶尺寸配合位置正确, 阀体主要尺寸及精度要求见图2-37 。采用卧式加工中心对电液换向阀体的加工工艺流程大致为:粗铣各平面惚主孔两端-加工阀体底面及底面上各孔-加工阀体两端面、顶面及两端面各孔、加工主孔及孔内各槽节距-去刺、清洗一主孔珩磨等。
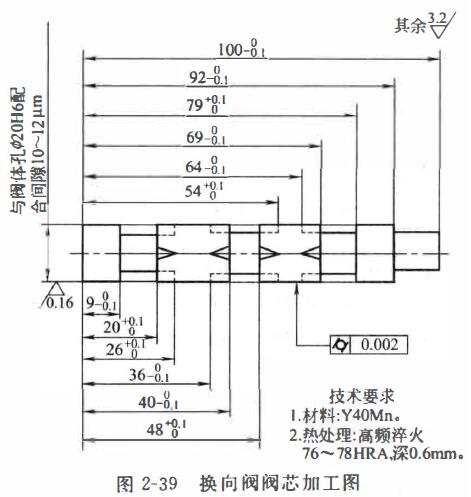
(1)普通液压阀的阀芯有滑阀和提升阀(锥阀和球阀)之分、故阀芯结构及其加工工艺有很大不同。现以方向控制阀的滑阀芯为例,对其加工过程说明如下:方向控制阀为滑阀阀芯装在阀体主孔内,其一般配合间隙为0. 01mm左右。它在阀体主孔内可以轴向自由滑动,不得有阻滞。这就要求阀芯应有较高的尺寸精度和圆柱度. 较低的表面粗糙度. 以保证阀芯换向时灵敏度高而泄漏鼠小。阀芯的主要结构尺寸及其技术要求如图2-39
所示。主要的制造工艺过程为车削各外圆一其端面

标签:液压阀
以上内容由WANKE万科液压设备原创内容,转载请注明来源:https://www.wkyeya.com/hangyezx/266.html

